






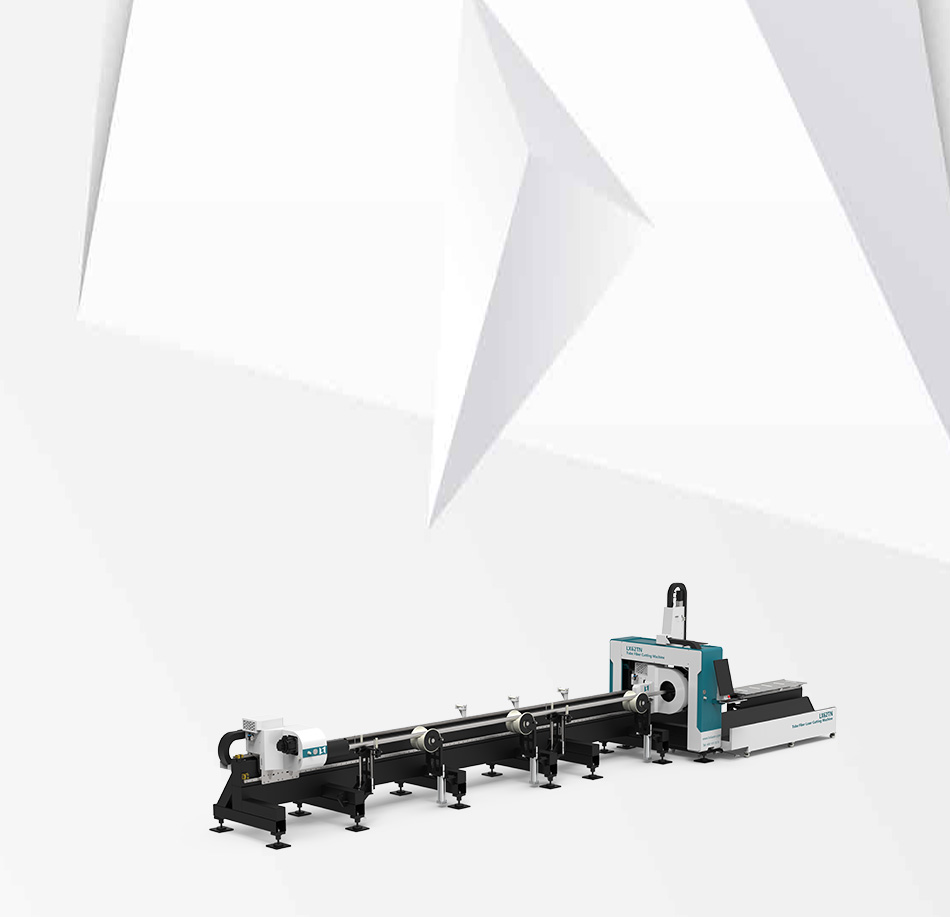

Cama soldada dunha peza con estrutura colgante lateral
A bancada adopta unha estrutura de suspensión lateral e unha bancada soldada dunha soa peza, que está recocida para eliminar a tensión interna. Despois do mecanizado en bruto, realízase un envellecemento por vibración antes do mecanizado final, mellorando así en gran medida a rixidez e a estabilidade da máquina ferramenta e garantindo a precisión da máquina ferramenta. O accionamento do servomotor de CA está controlado polo sistema de control numérico e o mandril realiza un movemento alternativo na dirección Y despois de que o motor accione, realizando un movemento rápido e movemento de alimentación. Tanto a cremalleira do eixe Y como o carril guía lineal están feitos de produtos de alta precisión, o que garante eficazmente a precisión da transmisión; os interruptores de límite en ambos os extremos da carreira están controlados e instálase un dispositivo de límite ríxido ao mesmo tempo, o que garante eficazmente a seguridade do movemento da máquina ferramenta; a máquina ferramenta está equipada cun dispositivo de lubricación automático que engade aceite lubricante ás partes móbiles da bancada a intervalos regulares para garantir que as partes móbiles funcionen en boas condicións, o que pode mellorar a vida útil dos carriles guía, engrenaxes e cremalleiras.
Dispositivo de alimentación frontal
O dispositivo de alimentación frontal inclúe unha placa de soporte controlada por un cilindro de aire, que soporta o tubo cando o tubo cortado é longo e evita que se afunda.
Cando se corta a peza, o cilindro de soporte elevado sostén a placa de soporte para soportar o tubo e evita que se afunda. Cando se corta a peza, todos os cilindros de soporte elevados retráense e a peza cae sobre a placa de obturación e deslízase ata o lugar de almacenamento. A acción do cilindro é controlada automaticamente polo sistema.
A sección frontal tamén se divide en tipo de seguimento e tipo de axuste manual.

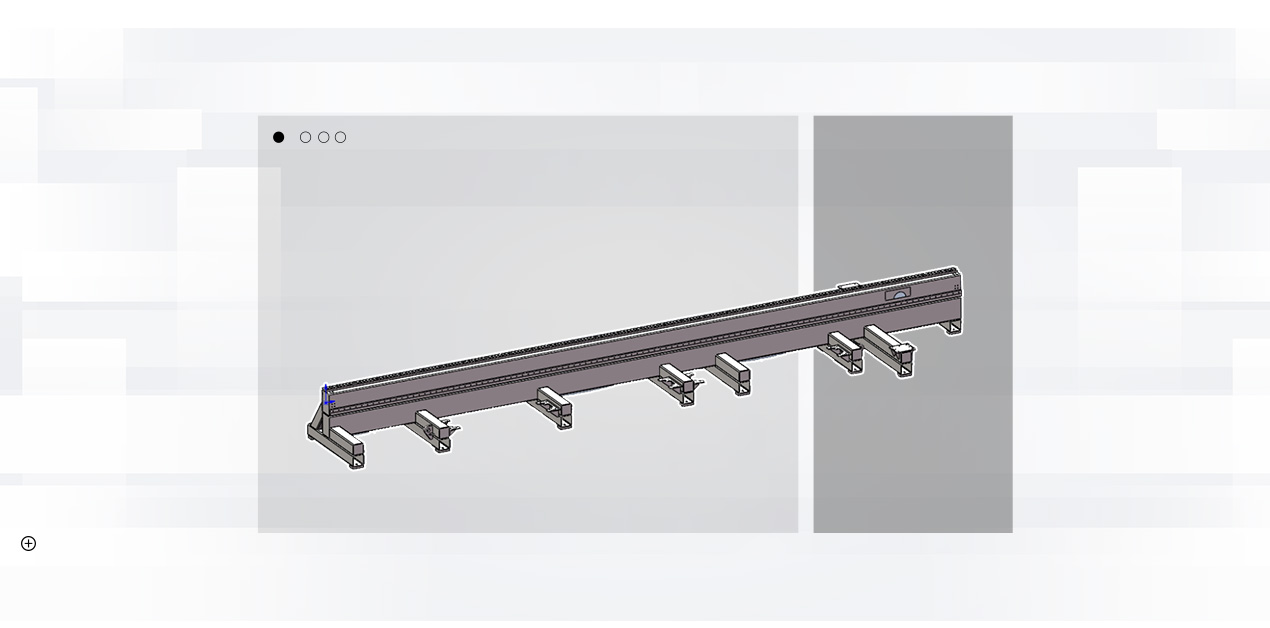
Mecanismos de apoio
Hai 3 conxuntos de mecanismos de soporte instalados na cama, e hai dous tipos dispoñibles:
1. O soporte de seguimento está controlado por un servomotor independente para moverse cara arriba e cara abaixo, principalmente para levar a cabo o soporte de seguimento para a deformación excesiva de tubos de corte longo (tubos con diámetros pequenos). Cando o mandril traseiro se move á posición correspondente, o soporte auxiliar pódese baixar para evitalo.
2. O soporte da roda de diámetro variable é elevado e baixado polo cilindro e pódese axustar manualmente a diferentes posicións de escala para soportar tubos de diferentes tamaños.
Chuck-Part
O mandril está dividido en dous mandriles pneumáticos de carreira completa, dianteiro e traseiro, que poden moverse na dirección Y. O mandril traseiro é o responsable de suxeitar e alimentar o tubo, e o mandril dianteiro está instalado no extremo da cama para suxeitar os materiais. Os mandriles dianteiro e traseiro son accionados respectivamente por servomotores para lograr unha rotación síncrona.
Baixo a suxeición articular dos mandriles dobres, pódese realizar un corte de cola curta, e a cola curta da boca pode alcanzar os 20-40 mm, ao tempo que se admite o corte de cola curta de cola máis longa.
A máquina de corte de tubos da serie TN adopta o método de movemento e evitación do mandril, o que permite realizar o corte con dous mandriles todo o tempo e non provoca que o tubo sexa demasiado longo e inestable, nin que a precisión sexa suficiente.

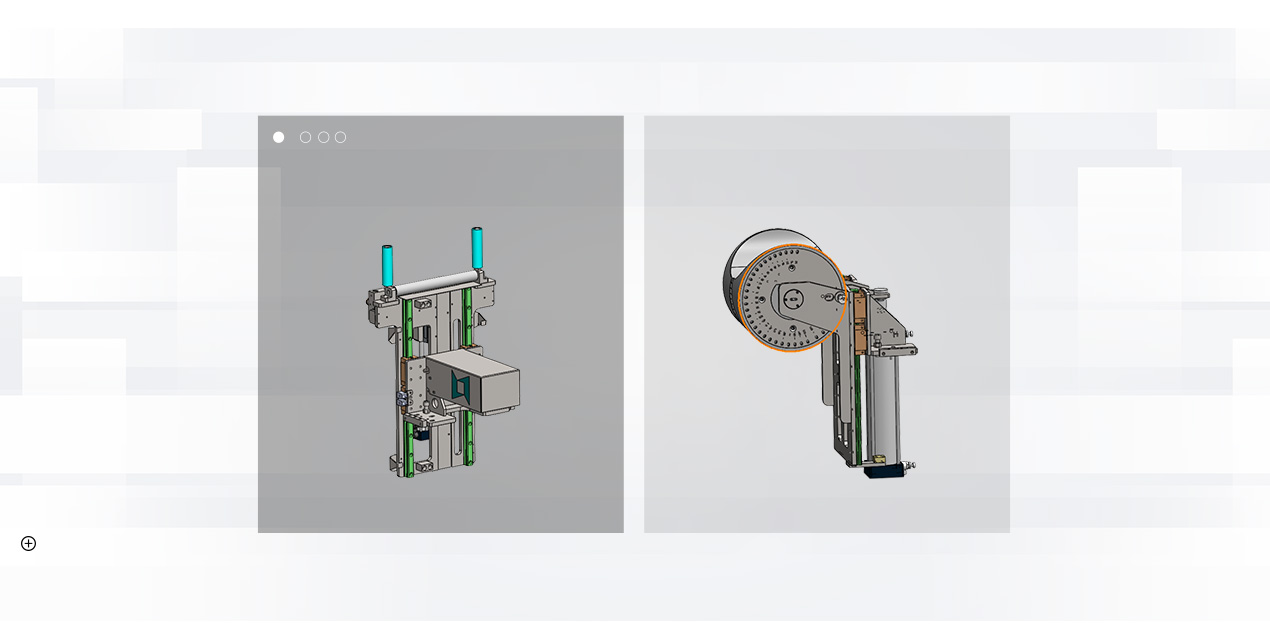
Dispositivo de eixo
A viga transversal do dispositivo do eixe X adopta unha estrutura de pórtico, que está soldada por unha combinación de tubo cadrado e placa de aceiro. O compoñente do pórtico está fixado na cama e o eixe X é accionado por un servomotor para accionar a cremalleira e o piñón para realizar o movemento alternativo da placa deslizante na dirección X. No proceso de movemento, o interruptor de límite controla a carreira para limitar a posición para garantir a seguridade do funcionamento do sistema.
Ao mesmo tempo, o eixe X/Z ten a súa propia cuberta de órgano para protexer a estrutura interna e lograr unha mellor protección e efectos de eliminación de po.
O dispositivo do eixe Z realiza principalmente o movemento cara arriba e cara abaixo da cabeza do láser.
O eixe Z pódese usar como eixe CNC para realizar o seu propio movemento de interpolación e, ao mesmo tempo, pódese vincular cos eixes X e Y, e tamén se pode cambiar a control de seguimento para satisfacer as necesidades de diferentes situacións.
Vantaxes da máquina de corte láser de fibra de tubos metálicos 62TN

-

Máquina de corte por láser de fibra TX124 2024 para aluminio...
-

LX82TS 7% de desconto 1kw 1,5kw 3kw 4kw 6kw Fibra...
-

LX123TX Mellor láser de fibra de alta resistencia de tres mandriles...
-

Cortadora láser de fibra de placa metálica LX3015E con Exc...
-

LX62TN Máquina de cortar metal con láser de fibra semiautomática...
-

Máquina de corte de tubos económica LX62TD de 1-6 kW...











